Сварка радиатора и введение в его процесс
Сварочный радиатор - это продукт рассеивания тепла, получаемый с использованием процесса сварки в качестве основного процесса.
После более чем десяти лет разработки, пайка радиаторов превратилась из пайки в качестве основного процесса в первые дни до использования пайки в качестве основного процесса для этого типа радиаторов. Пайку также традиционно называют пайкой. Этот тип сварного радиатора объединяет две части нижней пластины и ребра радиатора путем сварки. Широко применяется процесс пайки. Если поверхность можно паять и выдерживать определенную температуру, ее можно паять. Наиболее часто используемые материалы для сварки радиаторов - это в основном медь и алюминий.
При всестороннем рассмотрении стоимости, структуры, производительности, теплопередачи и стоимости наиболее широко используются медь и алюминий. От сварки нижней пластины и ребер радиатора, сочетая два наиболее часто используемых материала - меди и алюминия, - в зависимости от метода сварки, его можно разделить на следующие четыре категории:
Первый тип: алюминиевые ребра +, сваренные вместе алюминиевой нижней пластиной, могут образовывать полностью алюминиевый сварной радиатор. Цельносварной алюминиевый радиатор имеет несколько характеристик: (1) высокая плотность зубьев; (2) вес радиатора света. Кроме того, его эффект рассеивания тепла также был улучшен, поскольку эффект рассеивания тепла радиатора пропорционален площади рассеивания тепла при определенных рабочих условиях. Чем больше площадь рассеивания тепла, тем лучше эффект рассеивания тепла. Следовательно, плотность зубцов увеличивается, тем самым увеличивая площадь рассеивания тепла, поэтому его эффект рассеивания тепла улучшается.
Во второй категории медная опорная пластина + медные ребра свариваются вместе, образуя чистый медный радиатор. Значение K теплопроводности меди&# 39 более чем в два раза выше, чем у алюминия, поэтому ее характеристики теплопередачи будут лучше. В случае проблемы отвода тепла, которую сложно решить с помощью алюминия, вы можете использовать медь для ее решения. Однако у радиаторов из чистой меди есть и недостатки. Например, твердость меди относительно низкая, медь тяжелее, плотность более чем в два раза больше, чем у алюминия, а цена более чем в два раза выше, чем у алюминия.
Третий тип, алюминиевое оребрение +, медная опорная пластина, может быть приварена к сварному радиатору, состоящему из медной опорной пластины и алюминиевой звездочки. Характерной чертой этого типа радиатора является то, что он учитывает хорошую теплоотдачу и однородность температуры меди, а также легкий вес алюминия и относительную стоимость. Преимущество - более низкая и лучшая сила сцепления.
В четвертом типе используется алюминиевая основа + медных ребер, которые могут решить проблему более тонкой обработки пола, а обработанные продукты имеют относительно более высокую структурную прочность.
В дополнение к свободному сочетанию методов сварки на ребрах также имеется множество различных форм сварочных радиаторов. Обычно используются следующие три процесса:
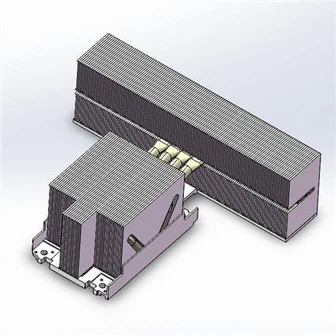
Один вид называется органной пьесой. Технология обработки плавников такого типа заключается в использовании куска металлической ленты (медной или алюминиевой), которую нужно складывать вперед и назад с помощью автоматически настраиваемого устройства. Его можно сложить в длину и разрезать по желанию. Этакое многоярусное сооружение наподобие Великой китайской стены. Характерной чертой этого вида органа является то, что после приваривания нижней пластины весь радиатор представляет собой единое целое, примыкает друг к другу, легче и имеет определенную конструктивную прочность, поэтому в применении его часто используют, когда есть требования к весу и частая смена контактов. (Например, часто подключаемый) на радиаторе, например, стандартное шасси с вертикальной вилкой.
Другой называется одинарным складыванием. В продуктах этого типа каждый зуб вырубается отдельно, а затем нижняя поверхность загибается под углом, образуя" L" форма, или без складывания. По разным требованиям он может быть полностью закрытым или полузакрытым. Этот вид ремесел особенно подходит для такого рода продуктов, которые отличаются разнообразием, небольшими партиями, быстрым производством и низкой стоимостью на начальном этапе.
Третий тип называется защелкивающимся. Этот метод изготовления заключается в штамповке по одной во время штамповки. После штамповки автоматически добавится застежка. После завершения штамповки образуется комбинация радиаторов, что-то вроде посередине. Застежка-молния оттягивает ее, образуя полную комбинацию, поэтому она производится в больших масштабах, эффективность сварки очень высока, а стоимость относительно невысока. Однако из-за необходимости изготовления пресс-формы стоимость на ранней стадии пробного производства относительно высока, а цикл длительный.